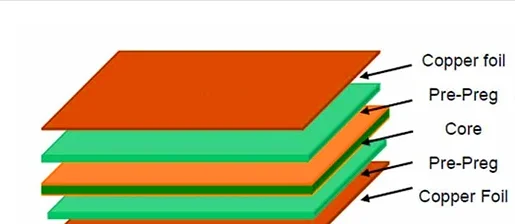
In essence, PCB cores are one or more prepreg laminates that have been heated, pressed, hardened, and cured. Copper foil is applied on both sides of the core. The PCB’s isolating substance is called Prepreg Core. Prepreg serves as both a multipurpose inner conduction medium for PCBs and a binding agent. A resin is infused into prepreg material; the resin is not cured but toughened. Consider the prepreg to be the binding agent that keeps the main components together. A prepreg laminate will start to bond to the neighboring layers when two cores are layered on each side then heated and compressed. The crosslinking process of the hardened resin gradually cures it, bringing its final material qualities closer to those of the core layers.
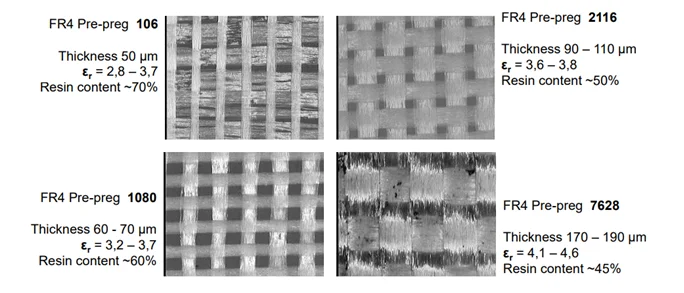
There is a glass weaving in the resin substance. Using a loom, the weave can be made tight (7628 prepreg, for example) or loose (1080 prepreg, for example) during production. The final product’s electromagnetic properties (dispersion, losses, and any fiber weave effects observed by signals in the board) are determined by the gaps and homogeneity of the glass weave.
Prepreg in PCBs
Insulation is the primary function of prepreg in PCB construction. It is a layer of building material that sits between the inner core and the copper surface of a board. Its function is to operate as a dielectric substance between these layers to stop current flow. It is frequently referred to as a binding substance and is utilized to help strengthen a board because of the way it is linked between these layers. A prepreg layer can be modified in a variety of ways by the client, such as adding chemicals and catalysts to make it more conductive or to boost insulation.
Since prepreg is made of fiberglass cloth coated in a resin reserve, it is simple to attach to core material. Glass strands are knitted together to create a glass tissue, which is then given time to partially dry. It acquires an adhesive characteristic when it is pasted over the core substance. Designers monitor the material’s volume friction prior to adhesion because it will ultimately decide the prepreg layer’s final characteristics. This is the point at which manufacturers modify it to satisfy client specifications. Thankfully, this versatility implies that a wide range of prepreg materials can be found to satisfy practically any requirement. It’s a terrific extra skill because of its easy application and mastery. Additionally, the weight of a board can be decreased by adding a prepreg layer, which makes board design downsizing easier.
PCB core
Both single-sided and double-sided PCBs are built using a core. The base upon which we build the entire board is known as the core material. It’s a solid plate that you may coat with copper (and Prepreg for insulation) on one or both sides. An FR-4 (Flame Retardant) mixture of components, including copper traces and titanium epoxy laminates, make up a core. It is woven with fiberglass fabric to produce a solid surface that resists fire. After that, copper is applied on both sides of it to create the PCB’s foundational material. By itself, it produces a stable, pliable surface that can be used to assemble parts. Its strength significantly rises with a prepreg layer without adding a lot of extra weight. To build multilayer PCBs, the majority of electronic manufacturing services mix the two.
Properties of PCB Prepregs
Qualitative characteristics in prepregs for superior PCBs:
Dielectric Constant: Low dissipation factor and stable dielectric constant are necessary for high frequency performance. 3.5–5 values are normal for prepregs made of glass fiber and epoxy.
Low Z-axis shrinkage and expansion during temperature cycling prevents via failures and is a sign of dimensional stability. X-Y shrinking often less than 0.5%.
Bond Strength: Excellent resistance to delamination and strong adherence to prepreg layers and copper foils. Strength of bond > 2.5 N/mm.
Decomposition Temperature: A high Td above 300°C minimizes charring problems and indicates stable thermal performance.
Moisture Absorption: Low affinity for moisture guards against vapor pressure-related reliability problems and electrical leakage. Uptake standard <0.5%.
Flow and Filler: Sufficient resin flow to cover defects, but not too much to prevent wire shorts. Filler loading ranges from 15% to 40%.
High level of resistance to burning, igniting, and producing smoke is known as flame retardancy. Material certified UL 94 V-0.
Properties of PCB core
1) Thermal characteristics
The amount of heat that a substrate can tolerate is determined by its thermal property. The whole PCB’s heat tolerance level is determined by the substrate’s heat tolerance levels. Furthermore, the PCB’s heat conduction levels are determined by its thermal characteristics.
Glass Transition Temperature (Tg):
Temperatures over a specific threshold cause a PCB substrate to soften. After being taken out of the heat, the substrate hardens back to its original state. The glass transition temperature (Tg), expressed in degrees Celsius, is the range at which a substrate can undergo this transformation.
Decomposition Temperature (Td):
A PCB substrate will break down if it is subjected to temperatures over a particular point. The PCB loses five percent or more of its total mass throughout this procedure. Decomposition temperature (Td), expressed in degrees Celsius, is the range of temperatures where this process takes place.
Coefficient of Thermal Expansion (CTE):
The CTE of a PCB is the measure of its rate of expansion. Parts per million (ppm) is a measure of a substrate’s CTE, which increases when the material is exposed to temperatures over its Tg. Generally speaking, a substrate will have a higher CTE than a copper layer.
Thermal Conductivity (k):
A PCB’s capacity to conduct heat is measured in watts per square inch. The PCB’s capacity to transfer heat is closely correlated with a material’s thermal conductivity. The amount of heat transfer will be low if the k-level is low, and vice versa. At Kelvin (K), thermal conductivity rates are expressed in watts per meter (W/M).Many dielectric materials have a thermal conductivity range of 0.3 to 6 W/mk. In contrast, the k-level of copper is 386 W/M-ºC. As a result, in a PCB, the copper layer transfers heat more quickly than the dielectric.
2) Electrical Characteristics
The electrical conduction in the PCB is one of the substrate’s electrical properties. Signal propagation speed between components is determined by electrical characteristics. The electrical characteristics of a PCB substrate impact and define several aspects such as bandwidth and signal transmission speed.
Dielectric Constant or Relative Permittivity (Er or Dk):
Impedance and signal integrity are two of the key elements that affect a dielectric constant’s electrical performance. A PCB material’s relative permittivity (Dk), also known as its dielectric constant (Er), typically ranges from 3.5 to 5.5.
Tan δ or Df, the Dielectric Loss Tangent or Dissipation Factor:
indicates how much less power a material loses when its loss tangent is small. Materials used in printed circuit boards typically have a dielectric loss tangent (Tan δ) between 0.02 and 0.001.Volume Resistivity (ρ): A dielectric material’s volume resistance (ρ) is its resistance to insulation or electricity. High resistance PCB material will not likely facilitate electric charges. Ohm-meters (Ω-m) and ohm-centimeters (Ω-cm) are measures used to determine how resistive a certain dielectric is. A printed circuit board’s material needs to have high resistivity, ideally between 103 and 1010 Megaohm-centimeters, just like all other dielectric insulators do.
Surface Resistivity (ρS): Surface resistivity (ρS) is the resistance of a dielectric medium to insulation and electricity. Similar to the ρ level of a material, the ρS needs to be high, ideally between 103 and 109 cMegaohms per square. Just like ρ, moisture and severe temperatures can affect a material’s ρS level.
Electrical Potency:
Electrical strength, expressed in Volts/mil, is a dielectric material’s capacity to withstand an electrical breakdown over a printed circuit board’s Z direction. The electrical strength of the majority of PCB materials ranges from 800 V/mil to 1500 V/mil.
Chemical characteristics
Chemical attributes include any aspect of a PCB substrate’s chemical makeup. This describes the components of the PCB substrate’s chemical makeup. The toughness of a PCB is determined by its chemical makeup.
Flammability Specs (UL94):
The Standard for Safety of Flammability of Plastic Materials for Parts in Devices and Appliances (UL94) ranks the flame-retardant qualities of plastics, sometimes referred to as plastics flammability, from highest to lowest. UL94’s PCB material standards stipulate that specimens must not burn with blazing combustion for more than 10 seconds. A collection of five specimens cannot burn together with blazing combustion for more than 50 seconds.
Moisture Absorption:
The ability of a dielectric material to tolerate being submerged in liquid is known as moisture absorption. The moisture absorption values of most PCB materials range from 0.01 percent to 0.20 percent.
Methylene Chloride Resistance:
The resistance of a dielectric to methylene chloride absorption is the most direct indicator of a PCB material’s chemical resistance, and it is known as methylene chloride resistance (MCR). The MCR range for dielectrics is typically 0.01 percent to 0.20 percent.
Mechanical characteristics
A PCB’s mechanical characteristics, such as its substrate’s hardness, plasticity, density, and resistance to corrosion, are used to determine its characteristics. Depending on your PCB’s intended use, the mechanical characteristics play a significant role in selecting the ideal PCB substrate.
Peel Power:
Peel strength is the ability of the copper and dielectric layers on a printed circuit board to bind. Peel strength is measured on one-ounce-thick copper traces in three different settings during the PCB manufacturing process: after thermal stress, at high temperatures, and after chemical exposure.
Flexural Strength:
Measured in kilograms per square meter or pounds per square inch, flexural strength refers to a dielectric material’s capacity to withstand physical stress without breaking. A printed circuit board’s flexural strength is evaluated by applying force at the middle, with only the ends supported.
Density:
The density of a dielectric material is expressed in terms of grams per cubic centimeter, or g/cc. Alternatively, pounds per cubic inch (lb/in^3) can be used to express PCB density.
Time to Delamination:
This phrase refers to the length of a dielectric material’s resistance to influences that cause delamination. It establishes the amount of time that a PCB’s layers will remain separated from one another when exposed to temperatures that above a specific threshold. Any PCB material, including fiberglass and laminate, is susceptible to delamination from heat shock or moisture.
Selecting the Right Thickness for Your Project Requirements
Choices for PCB Thickness:
The total thickness of your PCB is determined by the number of layers on it. While certain applications call for a thinner PCB, others require a thicker one. Thus, there are wide variations in the thickness norms. The combined thickness of the prepreg and core typically ranges from 0.008 to 0.240 inches.
Conventional PCB Thickness:
Single-sided, double-sided, and multilayered PCBs are all possible. The standard thickness, 1.57 mm or 0.063 inches, is a holdover from earlier standards. This is a result of the plywood industry’s use of 0.063-inch plywood sheets as substrates for electrical equipment. However, the thickness range that you can choose from now is 0.008-0.240 inches. The advancement of multi-layer PCBs is to blame for this.
Selecting the PCB Thickness:
Keep in mind that a thicker board has a lower chance of breaking than a thin one when selecting thickness. It is preferable to stay with a thick board unless the application specifies otherwise. When selecting the PCB thickness, the following considerations should be made.
- Weight: Because a thinner board is more brittle, it will break more easily. Therefore, unless the applications call for a thin board, thicker boards are preferred.
- Flexibility: While thinner boards are more pliable than larger ones, they are also more prone to breaking. Thick boards weigh more and have less flexibility.
- Space Requirement: A thicker board is preferable if your device has enough room for a larger PCB; on the other hand, a smaller board will be needed if your device is smaller.
- Components and connections: A specific thickness will also be needed depending on the kind of connectors and components you choose.
- Impedance: The board’s thickness and impedance must be matched. This is so because the dielectric, which aids in impedance control, is essentially the same thickness as the board.
Electrical Conductivity
The electrical conductivity and signal quality that flow through the PCB are also impacted by its thickness. Because they have less resistance, thicker PCBs can handle higher current levels without overheating or making noise. Conversely, thinner PCBs can produce more noise and distortion, have more resistance, and worsen signal quality, all of which can impair the circuit’s performance.
PCB Thermal Design Factors
To get you started with addressing the thermal considerations in your design, consider the following design guidelines.
As a general rule of thumb, your board should have an area of 15.3 cm², or 2.4 in², each watt dissipated for a 40°C rise in board temperature in order to dissipate 1 watt of power. This demand can be reduced in half (7.7 cm² or 1.2 in² per watt) if the board is exposed to airflow. These numbers presuppose that the board is positioned to allow free airflow around both sides and that the component is thermally linked to a copper plane that reaches to the board’s corners. An external heat sink might be necessary if these power density specifications are too restrictive for your design. Additionally, a temperature rise of 40°C is a decent place to start when it comes to circuit board temperature control.
a. It is recommended practice to arrange power components on a board so that they heat your PCB uniformly whenever there are several power components present. Significant temperature variations along your PCB design prevent your PCB from efficiently transferring thermal energy away from the installed power components. After a design revision is finished, thermal imaging, if provided to the designer, can enable the empirical inspection of your component location.
b. Your PCB will transfer heat energy to the linked copper plane more effectively the more vias you can put beneath your component. Increase the number of vias in contact with your package’s power pads (the sizable, thermally conductive pads of the component) by using array vias.
c. You will need to utilize larger copper weights in designs that dissipate more energy. For power designs, it is advised to start with one ounce of copper.
d. Tracks that run perpendicular to the thermal path away from the power component must not obstruct the pour of copper when using it to dissipate thermal energy away from a component.
e. It should be noted that if a heat sink is required to maintain the system’s temperature within tolerance, its effectiveness will usually be significantly increased if it is positioned so that it is thermally connected to the component’s case.
Usually, this entails mounting the heat sink on the board’s other side from a surface-mounted component. Although it could be tempting to put a heat sink right on top of the component, the plastic case’s thermal resistance will make the heat sink useless. As previously mentioned, packages specifically intended to have heat sinks connected to their “tops” are an exception to this rule.
Mechanical Strength
Impact resistance, flexural strength, and tensile strength are important mechanical characteristics to consider. The material’s resistance to bending is measured by flexural strength, whereas its tensile strength indicates how well it can tolerate stretching pressures. Conversely, impact resistance assesses the material’s capacity to tolerate shocks or abrupt impacts. The resistance of your board to breaking or deforming under bending load. IPC-6013C stipulates that stiff, flex, and rigid-flex standards must be followed.
Dimensions: Density (g/cm3): the mass per volume of a dielectric
Time to Delamination: the length of time a PCB’s layers will stay bonded when exposed to temperature changes or moisture; Peel Strength: the resilience of copper layers and dielectrics under thermal and chemical stress.
FACTORS INFLUENCING PCB PRICES
The kind of material, the size of the board, and the number of layers are the three variables that have the biggest effects on the breakdown of PCB manufacturing costs. The finish and the size of the holes, including these eight, are further considerations that can affect the cost.
Selection of Materials
The cost of a circuit board is always going to depend on the materials that go into it. The FR4 material used to laminate standard PCBs is insufficient for boards intended for high-intensity applications, such those used in the petroleum and aerospace sectors. The selection of materials used affects a PCB’s cost.
Different materials make up PCBs, and the choice of these materials has an impact on the final cost. The quantity of material used to produce PCBs is also greatly influenced by the size of the circuit board. Costs can be decreased by maximizing the reduction of material utilization. Additionally, when choosing materials, other aspects like mechanical qualities, thermal performance, temperature dependability, and signal performance should be considered.
PCB Dimensions
Modifying a PCB’s dimensions and form has a big impact on production costs. The final product will cost more since enlarging the PCB will take more material and time. As the PCB’s surface area increases, so does its cost, thus you can figure out how much more it will cost for sizes that are larger than the typical ones. It’s crucial to remember that a PCB’s price is determined by both its overall size and the amount of space that each component takes up.
Quantity and Scale:
The cost per unit of PCBs is directly influenced by the quantity produced. Economies of scale are frequently realized in large-scale production and batch manufacturing, which lowers the total cost per PCB. Prototyping and smaller production runs, however, are typically more expensive because of the lower production volumes.
Supply Chain and Procurement:
The cost of producing PCBs can be affected by the selection of suppliers, the sourcing of materials, and procurement tactics. Saving money can be achieved by maintaining material quality, choosing reputable suppliers with competitive prices, and streamlining logistics and transportation. Additionally, there can be financial benefits to investigating outsourcing choices and forging solid alliances.
Technological Developments and Market Trends:
Both might have an impact on the price of producing printed circuit boards. The efficiency and cost of production can be affected by the introduction of new materials, industrial processes, and automation technologies. In order to stay competitive, manufacturers may also be compelled to streamline operations and cut expenses due to price constraints and market rivalry.
Important Technologies for High Density PCBs Several sophisticated processes for PCB fabrication are necessary to produce the high-density boards that are required today:
Drilling Using Lasers
The five mil and smaller via diameters exhibited in HDI are not achievable with mechanical drilling. These tiny vias are precisely and tightly drilled using UV lasers. Along with producing cleaner walls, laser technology also prevents smears and epoxy blockage caused by microscopic particles.
Minimal Dielectrics
For high speed HDI boards, standard glass fabric substrates are excessively thick and lossy. The popular low-loss thermoset laminates with dielectric thicknesses as low as 25 μm include Teijin’s Nexus and Panasonic’s Megtron 6. They avoid problems with signal integrity and permit tighter lines or spaces.
Direct Imaging
Rather than using a mechanical print-and-etch process, photolithographic techniques are utilized to produce ultra-fine traces smaller than 25 microns. Laser direct imaging is used to expose liquid photoresists in order to precisely define the circuit patterns.
Buried and Blind Through
Prior to the outer layers being laminated, blind or buried vias are drilled and plated to enable connections between the inner layers without using up routing space. This gives HDI designs a great deal of routing flexibility.
Microvias:
These are tiny vias drilled using a laser, usually measuring between 50 and 80 μm in diameter. In HDI boards, microvias link neighboring layers without consuming board space.
Assemble layers:
Sequential lamination is used to add more thin dielectric layers on both sides of the core HDI board. In order to reduce congestion and integrate components, these offer additional routing layers.
Pitch/Fine Pad SMT
Fine pitch component packing, with pitches ranging from 0.4 to 0.15 mm, is used to fit more components into smaller spaces. The pad geometries and tolerances required for this must be achieved during the PCB fabrication process.
HDI Board Construction
Three basic HDI board construction styles are utilized:
-
Fundamental HDI
There are four to eight blind via layers in this structure, and microvias connect at least one fine line layer to the top or bottom. Blind vias do not require via stubs because they route across internal layers. Fine pitch SMT components can be integrated using a 25–50 μm finish layer.
-
Hard HDI
Robust HDI boards consist of bulkier sub-assemblies with conventional and blind/buried vias for routing density, sandwiched between very thin core and buildup layers with microvias. Large boards may have several of these sub-assemblies.
3. HDI for Sequential Lamination
In this case, the core board has six to twelve layers. Next, successive layers of build-up are applied by laminating thin dielectric films ranging from 25 to 60 μm in thickness. Each layer has stacked vias that create connections between the layers. It is possible to incorporate components in the outer build-up levels. The number of layers, component density, routing congestion, and other design requirements determine which HDI structure is best.
Future Tends:
Technology is always changing, and this is also true in the field of high density PCB design. Future trends to watch out for include the following:
Miniaturization:
The need for high density PCBs will only grow as devices get more compact and smaller. In order to fit more components onto smaller boards without compromising durability or functionality, PCB designers will need to get inventive.
Advanced Materials:
3D printed circuit boards and flexible PCBs are two new materials that are gaining popularity. These materials have special benefits like greater durability, reduced weight, and enhanced flexibility.
Increasing Automation:
More PCB design processes are probably going to be automated in the future as artificial intelligence and machine learning continue to grow in popularity. This might result in shorter design durations, fewer mistakes, and more effectiveness.
Better Testing and Validation:
With the complexity of high density printed circuit boards growing, it is critical to extensively test and validate designs prior to manufacturing. To make sure that PCBs fulfill the highest requirements for quality and dependability, new methods for testing and validation are being developed.
All in all, high density PCB design appears to have a promising future. More advanced automation, new materials, and enhanced testing and validation methods will enable designers to produce PCBs that are more compact, robust, and powerful than in the past.
Conclusion
As this guide has demonstrated, there are some obvious and straightforward distinctions between Prepreg and Core. Overall though, they cooperate to guarantee that your PCB performs at its best. Choosing the correct partner is crucial when deciding between Prepreg and Core. Both require the dexterity of seasoned pros. Our primary goal at IBE is to work together with you to achieve your goals and objectives. You can visit IBE electronics for additional content and details. Our comprehensive understanding of PCBA guarantees that we will competently fulfill your demands. Please contact us, and we’ll make sure you receive the most assistance. Prepreg is the basic dielectric component of multilayer PCBs, providing mechanical robustness and electrical isolation of the conducting layers. The PCB’s thermal, electrical, and reliability performance is determined by the makeup of the prepreg, which consists of resin, fabric reinforcement, and fillers. PCB manufacturers can choose the best prepreg material for their process compatibility and performance needs from a variety of prepreg kinds. Strict prepreg handling procedures and quality control methods also reduce variability and guarantee reliable outcomes during PCB construction. Enabling PCB downsizing and dependability requires careful engineering of the prepreg materials as they work at higher frequencies and temperatures and get thinner.
PCB Runner engineering helps industry design layout engineers to propose the working Stack up based on their base material requirements. Do reach out to our team for any questions about stackups & materials at engineering@pcbrunner.com or sales@pcbrunner.com